
PMC基础知识
【PMC信号】
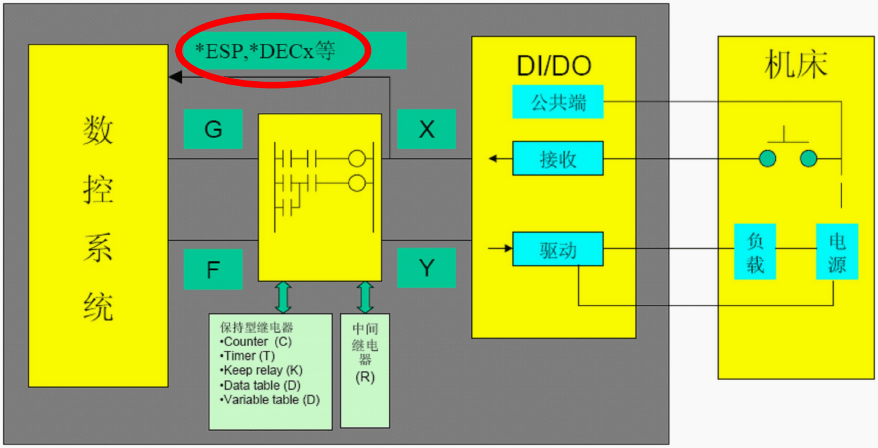
X:来自机床侧的输入信号。如接近开关、极限开关、压力开关、操作按钮等输入信号元件。PMC接收从机床侧各装置的输入信号,在梯形图中进行逻辑运算,作为机床动作的条件及对外围设备进行诊断的依据。
Y:由PMC输出到机床侧的信号。在PMC控制程序中,根据机床设计的要求,输出信号控制机床侧的电磁阀、接触器、信号灯等动作,满足机床运行的需要。
F:由控制伺服电机与主轴电机的系统部分侧输入到PMC信号。系统部分就是将伺服电机和主轴电机的状态,以及请求相关机床动作的信号(如移动中信号、位置检测信号、系统准备完成信号等),反馈到PMC中去进行逻辑运算,作为机床动作的条件及进行自诊断的依据。
G:由PMC侧输出到系统部分的信号。对系统部分进行控制和信息反馈(如轴互锁信号、M代码执行完毕信号等)。
R\E:内部继电器R、扩展继电器E。在顺序程序执行处理中使用于运算结果的暂时储存的地址。内部继电器的地址包含有PMC的系统软件所使用的预留区,预留区的信号不能再顺序程序中写入。
A:信息显示的信号地址。顺序程序所使用的指令中,备有在CNC画面上进行信息显示的指令(DISPB)
非易失性存储器地址:定时器(T)、计数器(C)、保持型继电器(K)、数据表(D)在断电时要保持其中的值。这4个叫做PMC参数。
【PMC信号与地址】
· 地址G和F信号,由CNC控制软件决定其地址。
· 机械和PMC之间的接口信号X和Y地址是由机床厂家设计人员分配的。
· 急停(*ESP)和跳转信号等,由于受PMC扫描时间的影响使处理缓慢,因此由CNC直接进行读取。这些输入信号的X地址是确定的。
展开全文
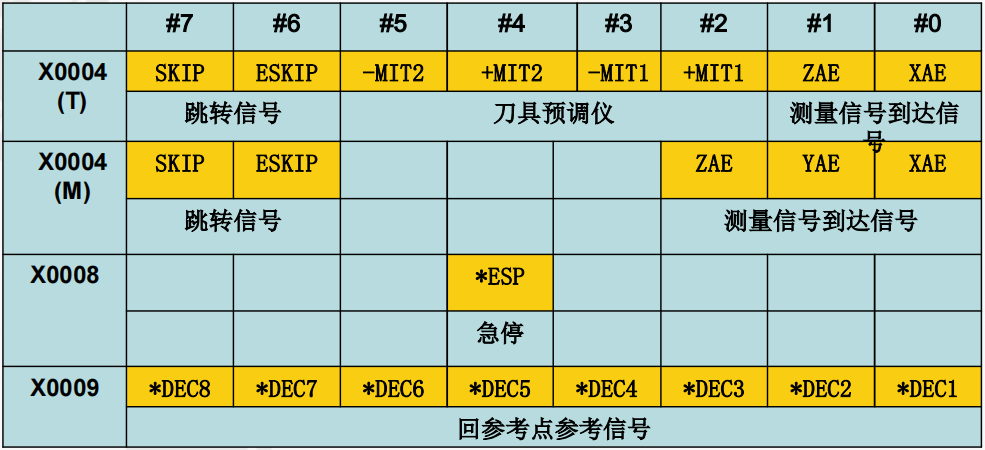
【X与Y信号】
· 下表中列出的信号由CNC直接读取,所以不需要经过PMC处理,另外需要根据地址的分配决定连接线的端子号。前面带“*”的信号为负逻辑信号(低电平有效),采用这种形式可使信号具有更高的可靠性。
· 从PMC送到机床的信号地址用Y表示,这些信号的地址可以任意指定。
【程序结构】
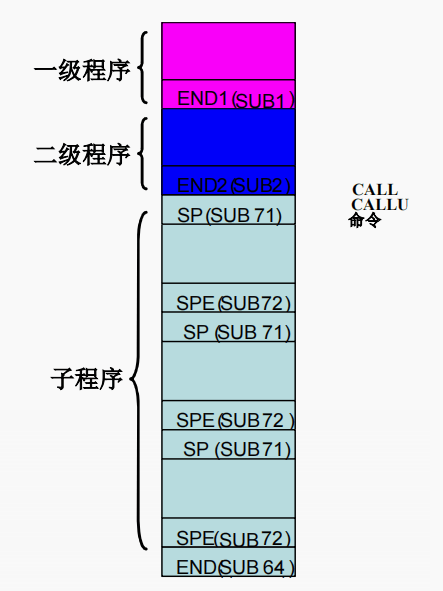
· 第一级每隔8ms进行读取。
主要处理急停、跳转、超程等紧急动作的处理。不使用第一级时,只编写END1命令。
· 第二级程序编写普通的顺序程序。
扫描时间显示在PMC诊断(PMCDGN)的标题栏上。
· 子程序
将重复执行的处理和模块化的程序作为子程序登录,然后用CALL和CALLU命令由第二级程序调用。
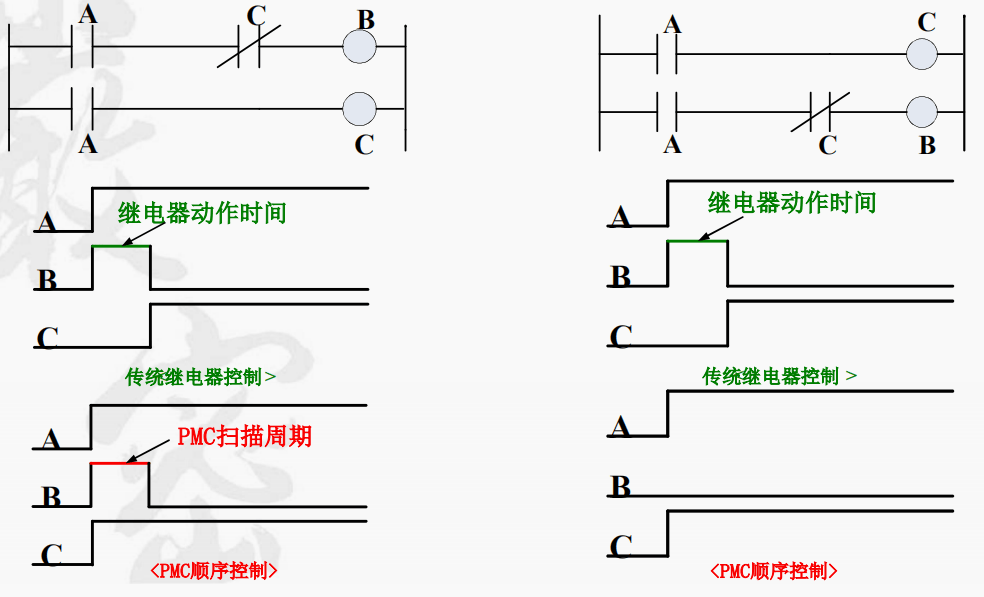
【顺序控制与继电器控制】
(以上图文,贵在分享。如存在文章/图片/音视频等资源使用不当的情况,请及时联系删除。)
END








评论